




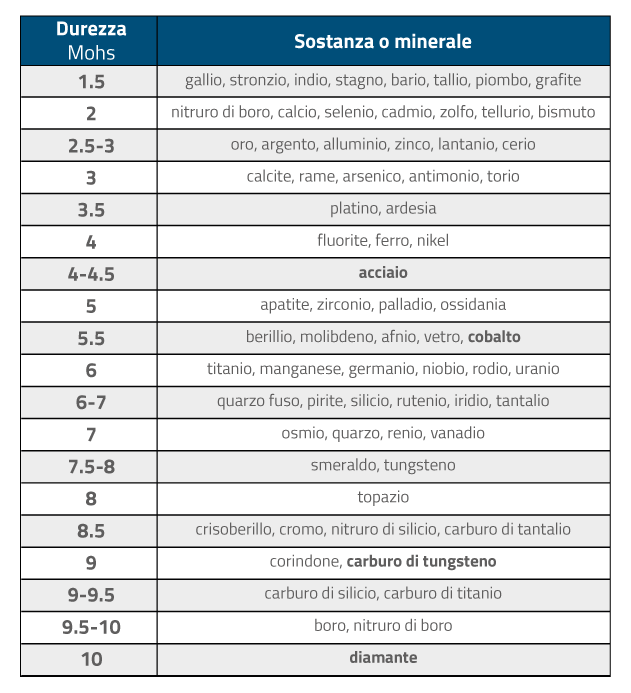
Il metallo duro è uno dei materiali più duri e resistenti al mondo e solo pochi altri riescono a superarlo, tra questi il diamante. Il diamante è il materiale più duro in assoluto classificandosi al livello più alto della scala Mohs.
 Di conseguenza l’unico materiale idoneo per tagliare il metallo duro è il Diamante. Col diamante naturale o sintetico si producono mole e dischi di taglio.
Di conseguenza l’unico materiale idoneo per tagliare il metallo duro è il Diamante. Col diamante naturale o sintetico si producono mole e dischi di taglio.
I 3 modi per tagliare e forare il metallo duro
Taglio con Disco Diamantato
In commercio esistono diverse tipologie di dischi da taglio. Le differenze sostanziali scaturisco principalmente dalle diverse tecniche di riporto del diamante.
Diamante Elettro deposto: sono dischi economici e molto aggressivi per contro hanno una durata limitata.
Dischi a Legante metallico: differiscono dai precedenti perché il diamante è distribuito in una matrice metallica, solitamente a base di rame ed applicato su di un corpo in acciaio. Ottima capacità di taglio e lunga durata
Dischi a Legante resinoide: costruttivamente simili ai precedenti ma il diamante è disperso in una resina epossidica, fenolica, poliuretanica, ecc. Offrono ottima capacità di taglio e ottima finitura superficiale
Taglio EDM (in gergo Elettroerosione)
L’elettroerosione è una tecnologia di lavorazione che utilizza le capacità erosive delle scariche elettriche per tagliare il materiale. È utilizzabile solo su buoni conduttori, essenzialmente i metalli.
L’Elettroerosione si divide in due tipi:
Elettroerosione a filo
L’elettroerosione a filo taglia un contorno tramite un filo metallico (elettrodo). Le matrici di estrusione sono molto frequentemente lavorate a filo. Nella zona di lavorazione ogni scarica crea un foro nel pezzo e un impatto sul filo usurandolo. Esso può inclinarsi consentendo così di tagliare i pezzi con diversi profili nella parte superiore e inferiore del pezzo.
Il filo è molto spesso in rame ricoperto o in ottone ed ha un diametro tra 0.02 e 0.33 mm e viene cambiato di continuo durante la lavorazione, in quanto, essendo sottoposto a scariche continue potrebbe spezzarsi.
Elettroerosione a tuffo
La lavorazione per elettroerosione a tuffo in inglese “sinking” si pone come obiettivo quello di lavorare il pezzo facendogli assumere una forma complementare a quella dell’elettrodo. Questa procedura implica la realizzazione di un elettrodo di forma negativa rispetto alla forma desiderata che si vuole ottenere nella lavorazione in modo tale da ottenere il positivo in seguito alla elettroerosione
Per forare invece viene impiegata una specifica macchina a tuffo detta microforatrice.
In questa applicazione un tubo viene usato come elettrodo per forare il pezzo. Generalmente i tubi sono di piccolo diametro, in quanto attraverso essi viene pompato del dielettrico necessario per asportare gli sfridi dal fondo della foratura.
Il Terzo metodo
Tra i 3 modi per tagliare e forare il metallo duro, il terzo prevede l’utilizzo di inserti integrali in PCD (Diamante Policristallino). In effetti questo sistema viene impiegato solo per specifiche applicazioni. In questo caso il grado di metallo duro da lavorare deve essere piuttosto tenace e con bassa durezza. Un caso tipico è la lavorazione di matrici in metallo duro per stampaggio; infatti il grado di metallo duro da lavorare è solitamente un “G” cioè un grado ad alta percentuale di cobalto, quindi a bassa durezza.
Approfondimenti
[1] Harry C. Moser, “When Should You EDM?” Charmilles Technologies Corporation
and Mikron, Lincolnshire, IL.
[2] Carl Sommer, “Understanding the Wire EDM Process,” taken from the Nontraditional
Machining Handbook, Tooling & Production, November 1999.
[3] Wear resistant CVD diamond tools for turning of sintered hardmetals M. Belmonte, P. Ferro, A.J.S. Fernandes, F.M. Costa, J. Sacramento, R.F. Silva